
Les grands boîtiers structurels en aluminium moulé sous pression créent un ensemble de risques différent de ceux des petits couvercles de précision. La pièce peut avoir des faces larges, de longues nervures, des bossages lourds, de multiples zones de montage et des surfaces extérieures visibles. L'acheteur doit prendre en compte non seulement la qualité du moulage, mais également la planéité après refroidissement, les données d'usinage CNC, la manipulation pendant la production et la protection lors de l'expédition à l'exportation.
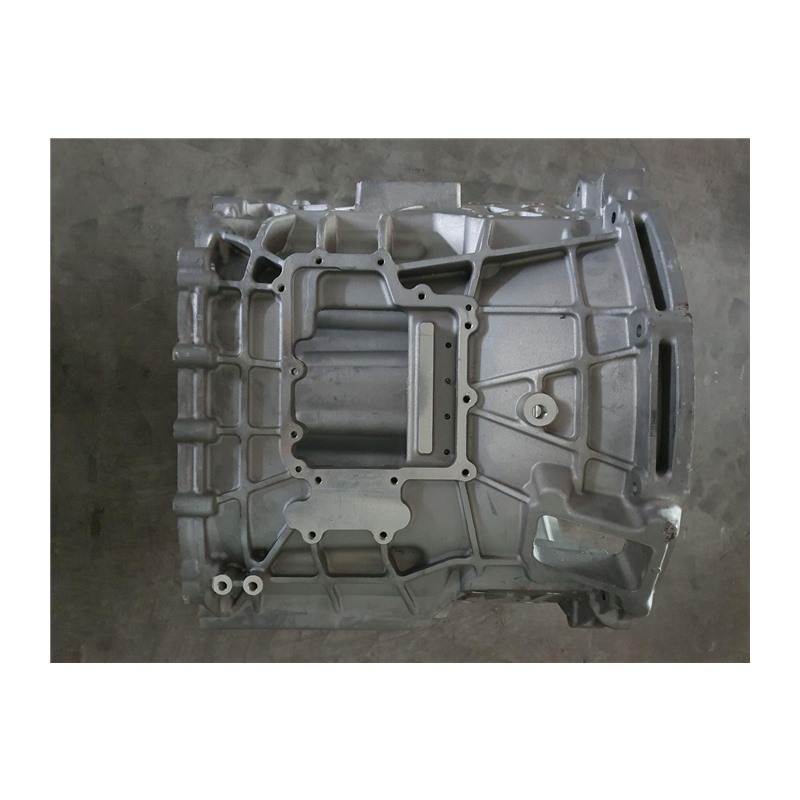
Sur une petite partie, un léger changement local peut être facile à contrôler. Sur un grand boîtier, la même variation de processus peut se traduire par un changement de planéité, une distorsion diagonale ou un écart d'assemblage. C'est pourquoi les premiers examens doivent se concentrer sur l'équilibre des parois, la disposition des nervures, la concentration thermique et l'endroit où la pièce sera serrée pendant l'usinage. Un grand casting ne doit pas être traité comme une version agrandie d’une petite couverture.
Les acheteurs demandent souvent des murs plus solides car la pièce semble robuste. Dans le moulage sous pression, la résistance est généralement mieux obtenue grâce à des nervures bien placées et des transitions de paroi contrôlées plutôt que par un simple ajout d'épaisseur. Des sections épaisses inutiles peuvent augmenter le retrait, le risque de porosité et les variations de refroidissement.
| Zone de conception | Risque sur les gros castings | Une meilleure action d’ingénierie |
|---|---|---|
| Visage long et plat | Déformation ou contact irrégulier lors de l’assemblage | Définir quelle face nécessite un usinage et un contrôle de planéité |
| Disposition des côtes | Les nervures peuvent créer un retrait local ou ne pas supporter la charge | Équilibrez l’épaisseur des nervures et connectez les nervures aux chemins de charge réels |
| Patron lourd | Porosité près du bossage de vis ou du support de montage | Utiliser des congés, des carottages et des transitions de mur appropriés |
| Référence d'usinage | Une grande pièce peut se déplacer si la référence du luminaire est faible | Planifier un serrage stable et une séquence de référence avant les échantillons |
| Extérieur visible | Des marques de manipulation peuvent apparaître après inspection | Définir la zone d'apparence et la protection de l'emballage |
Toutes les grandes surfaces n’ont pas besoin de la même planéité. Une face de montage, une face de joint ou une zone liée au roulement peut nécessiter un usinage et une inspection CNC. Une face extérieure sans contact peut nécessiter uniquement une norme esthétique raisonnable. Si le dessin applique une planéité serrée partout, le coût peut augmenter sans améliorer la fonction. Si le dessin ne marque pas la face critique, le fournisseur risque de manquer la zone qui compte vraiment.
Huabo demande généralement quelles surfaces entrent en contact avec d'autres composants, quels trous localisent l'assemblage et si le boîtier supporte une charge statique ou des vibrations dynamiques. Ces informations permettent de décider où réserver la surépaisseur d'usinage et où les surfaces coulées sont acceptables.
| Scène | Problème possible | Méthode de contrôle |
|---|---|---|
| Découpage et ébavurage | Les bords longs peuvent conserver des bavures ou des points pointus | Définir la norme d'ébavurage et inspecter les bords fonctionnels |
| Usinage CNC | Les pièces moulées de grande taille peuvent se déformer sous l'effet de la force de serrage | Utilisez un plan de fixation stable et évitez de trop serrer les zones minces |
| Finition des surfaces | L'épaisseur du revêtement ou les marques pendantes affectent l'apparence | Approuver l'échantillon et spécifier les zones visibles |
| Manutention | Rayures, bosses ou marques d'impact après contrôle qualité | Utiliser des points de manutention dédiés et une séparation lors des déplacements |
| Emballage d'exportation | Les pièces lourdes frottent ou se pressent les unes contre les autres pendant le transport | Utilisez de la mousse, des cloisons, des palettes ou un emballage personnalisé selon vos besoins |
Pour les acheteurs internationaux, la pièce n’est pas terminée lorsqu’elle quitte la table de contrôle. Une pièce moulée structurelle de grande taille peut être endommagée lors de la manutention, du chargement de conteneurs ou du transport sur de longues distances. Des rayures sur les faces visibles, des bosses sur les surfaces usinées ou des marques de pression sur les zones enduites peuvent créer des litiges même lorsque la qualité de production était acceptable. C'est pourquoi les instructions d'emballage doivent être discutées en même temps que la finition et l'inspection de la surface.
Si le boîtier comporte des faces usinées, elles doivent être protégées du contact direct. S'il est revêtu, les pièces ne doivent pas frotter les unes contre les autres. S'il est lourd, le plan du carton ou de la palette doit empêcher tout mouvement pendant l'expédition. Pour les commandes répétées, la méthode d’emballage approuvée doit être conservée dans le dossier qualité.
Les acheteurs doivent envoyer le modèle 3D, le dessin 2D, la quantité annuelle, les surfaces de montage critiques, la finition attendue, la norme de surface visible, les informations de charge ou d'assemblage et les attentes en matière d'emballage d'exportation. Si la pièce est utilisée dans un équipement industriel, indiquez si elle sera exposée aux vibrations, à l'huile, à l'humidité ou aux conditions extérieures.
Référence produit associée :Boîtier d'équipement structurel en aluminium moulé sous pression pour grands équipements. Pages connexes :service de moulage sous pression d'aluminium,contrôle de qualitéetpièces de moulage sous pression de machines industrielles.
Tél :+86 18868921505
E-mail:lijianguo@cxhuabo.com
Adresse : route Yiheng, ville de Changhe, ville de CI, Ningbo, province du Zhejiang, Chine

Scanner WeChat
Copyright © 2022 Cixi Huabo Machinery Co., Ltd.
Plan du siteCe site Web utilise des cookies pour vous garantir la meilleure expérience sur notre site Web.








 WhatsApp
WhatsApp Téléphone
Téléphone
Commentaire
(0)