
Les boîtiers complexes en aluminium échouent ou réussissent généralement avant le début de la production de masse. Les décisions importantes sont prises lors de l'examen de l'outillage : où la pièce s'ouvre, quelles contre-dépouilles nécessitent des glissières, où le métal entre, comment la pièce moulée est éjectée, quelles surfaces nécessitent un stock d'usinage et ce que l'acheteur doit approuver sur les premiers échantillons. Un acheteur n’a pas besoin de concevoir le moule, mais il doit comprendre ce qui doit être examiné avant la sortie de l’outillage.
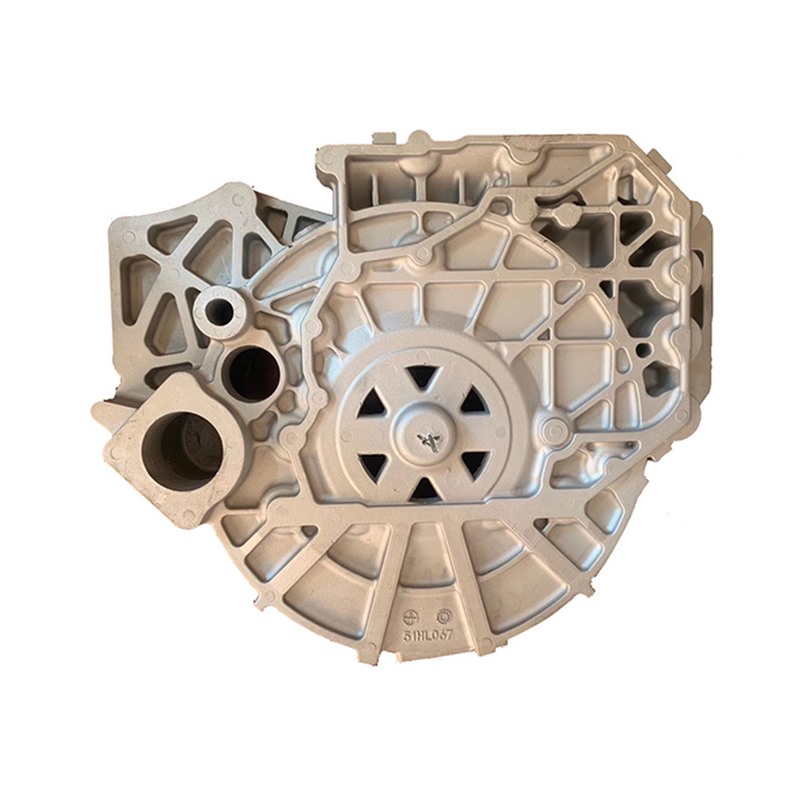
Une simple couverture peut être citée et réalisée avec une discussion limitée. Une boîte de vitesses complexe ou un boîtier lié au moteur est différent. Il peut inclure des nervures, des poches profondes, des ouvertures latérales, des zones d'appui, des bossages de boulons, des faces d'étanchéité et des surfaces extérieures visibles. Chaque caractéristique influence le moule. Si l'acheteur approuve l'outillage sans examiner ces éléments, des modifications ultérieures peuvent nécessiter une refonte du moule et une perte de calendrier.
L’examen des outillages n’est pas réservé uniquement au fournisseur. Cela protège également l’acheteur. Il confirme que la pièce moulée peut être retirée du moule, que les faces critiques sont protégées, que le stock d'usinage est disponible et que les exigences esthétiques n'entrent pas en conflit avec les besoins du processus.
| Décision d'outillage | Ce qu'il contrôle | L'acheteur doit confirmer |
|---|---|---|
| Direction de séparation | Quelles surfaces sont formées par chaque moitié de moule | Si la ligne de joint apparaît sur le scellement ou sur les faces visibles |
| Noyaux de diapositives | Trous latéraux, contre-dépouilles et caractéristiques internes | Si la fonctionnalité est vraiment nécessaire telle que coulée ou peut être usinée ultérieurement |
| Emplacement de la porte | Flux de métal, marque de détourage et qualité de surface locale | Quelles surfaces ne peuvent pas accepter les marques de porte ou de garniture |
| Disposition de l'éjecteur | Comment le casting est libéré du dé | Si les marques d'éjection sont cachées ou acceptables |
| Trop-plein et ventilation | Libération d’air et stabilité du remplissage | S'il y a suffisamment de zone non fonctionnelle pour les fonctionnalités du processus |
Les noyaux coulissants permettent de former des éléments latéraux dans la pièce moulée, mais ils augmentent le coût, la maintenance et les zones de flash potentielles. Un trou latéral qui semble pratique une fois moulé peut être mieux produit par usinage CNC si la tolérance est serrée ou si la glissière rendrait le moule instable. D’un autre côté, une cavité latérale répétée avec une tolérance faible peut valoir la peine d’être coulée directement. Cette décision doit être prise fonctionnalité par fonctionnalité, et non par habitude.
Pour les acheteurs, la question utile est la suivante : cette contre-dépouille doit-elle être coulée, ou seul le résultat final de l'usinage compte ? Si la fonction finale est un trou fileté, l'usinage peut être plus propre. Si la caractéristique est une grande sortie de câble ou une poche de réduction de poids, une glissière peut être justifiée.
| Article d'approbation | Raison | Preuve à demander |
|---|---|---|
| Rapport dimensionnel | Confirme les dimensions critiques et les données d'usinage | Rapport FAI basé sur un dessin marqué |
| Surfaces usinées | Indique si l'allocation et le plan de montage sont corrects | Photos et données de planéité mesurées, d'alésage ou de trou |
| Surface de coulée | Vérifie les repères d'écoulement, le risque de fermeture à froid et l'état de réglage | Revue de coulée brute avant revêtement si possible |
| Ajustement de l'assemblage | Valide le fonctionnement du boîtier avec les pièces correspondantes | Commentaires sur l'assemblage d'essai côté acheteur |
| Test d'emballage | Protège les surfaces usinées ou enduites pendant le transport | Échantillon emballé ou approbation de la photo d'emballage |
Le stock d'usinage doit être discuté lors de l'examen de l'outillage car il affecte le modèle de coulée. Si une face d'étanchéité, un alésage de roulement ou un support de montage nécessite une finition CNC, le moule doit laisser suffisamment de matière. Si la marge est trop petite, la zone usinée risque de ne pas être nettoyée. S'il est trop grand, le temps d'usinage augmente et des défauts peuvent être exposés. Le meilleur plan consiste à marquer les surfaces d’usinage sur le dessin et à laisser l’ingénieur en outillage concevoir autour d’elles.
Pour un boîtier complexe, Huabo demanderait quel côté est visible, quelles surfaces sont scellées, quels trous sont filetés, quelles dimensions sont critiques, si un revêtement est nécessaire et comment la pièce s'assemble avec les composants environnants. L'équipe examinerait également si l'acheteur accepte les modifications DFM telles que l'ajout de dépouille, la modification de l'épaisseur de paroi locale ou la modification des nervures.
Le but final n’est pas un moule qui produit simplement une forme. L'objectif est de créer un outil capable de prendre en charge une production répétée, un usinage stable, une inspection réaliste et une qualité de surface acceptable.
Référence produit associée :Boîtier de boîte de vitesses de moteur en aluminium moulé sous pression. Pages connexes :outillage de moule de moulage sous pression,service de moulage sous pression d'aluminiumetcontrôle de qualité.
Tél :+86 18868921505
E-mail:lijianguo@cxhuabo.com
Adresse : route Yiheng, ville de Changhe, ville de CI, Ningbo, province du Zhejiang, Chine

Scanner WeChat
Copyright © 2022 Cixi Huabo Machinery Co., Ltd.
Plan du siteCe site Web utilise des cookies pour vous garantir la meilleure expérience sur notre site Web.








 WhatsApp
WhatsApp Téléphone
Téléphone
Commentaire
(0)